PROJECT TEAM
Leading this project is Dr Stephen Daynes, Doctor of Philosophy (PhD) in Aerospace, Aeronautical and Astronautical Engineering. Dr Daynes specialises in composite structures and advance finite element analysis and optimisation techniques.
Supervising this project is Dr Stefanie Feih, Doctor of Philosophy (PhD), Cambridge University. Dr Feih has over 20 years of international research experience in polymer science.
DESIGN PRINCIPLES We are starting our design entirely from ground up on a fresh and blank sheet, discarding all previous precepts, concepts, assumptions and pre-conceived notions that all manufacturers have on rod design . Taking a back-to-the-basics, , solving one problem at a time approach. We have a very clear objective of what we want to achieve and the various parameters to consider for the proposed prototype.
Next, we must choose a type of rod as the basis of our design which will form the benchmark for converting other rod types in the future. We decided on big game casting rods i.e. GT/Tuna rods because this type of rod requires not only strength but also a high degree of flexibility to cast lures as well as work lures, and very importantly, resilient to heavy and sudden shock loads. A GT blank that is too strong with too much power will result in a stiff rod that is poor for casting and working lures. Conversely too soft or parabolic and it will be lacking in power and efficiency. Designing a big game casting rod is the pinnacle in rod design, making a superb GT/Tuna rod is like road-testing our best ideas in the cauldron of Formula One racing and then choosing the best and proven ideas for the other rods in the Temple Reef range to take them to another level.
DESIGN OBJECTIVE Our objective is to design a rod that is substantially lighter than our existing models and all those that our competitors are offering, but without compromising on strength, usability and performance.
BENCHMARK
The average weight of a standard big game GT/Tuna casting rod is 400 plus grams (14.28oz) and the most common length is 240cm (8’0”). For the purpose of assessment and validation, we picked our workhorse GT Explorer 80-10 Pathfinder (GT80) as the benchmark. This rod has already proven to be stronger and lighter than its competitors, most of whom weigh in at over 400g.
GT80-10 Pathfinder
Length – 8’0”
Rod Weight – 385g
Blank Weight – XXXg
Class – PE10
Max Drag – 14kg
2pcs Butt Joint
Prepreg – Toray Torayca® T800S unidirectional laid
BENCHMARKING Next, we carried out static analysis of the GT80 blank. Destruction tests were carried out on many blanks (GT80) manufactured in different batches. The average result of the tests were used to create a benchmark.
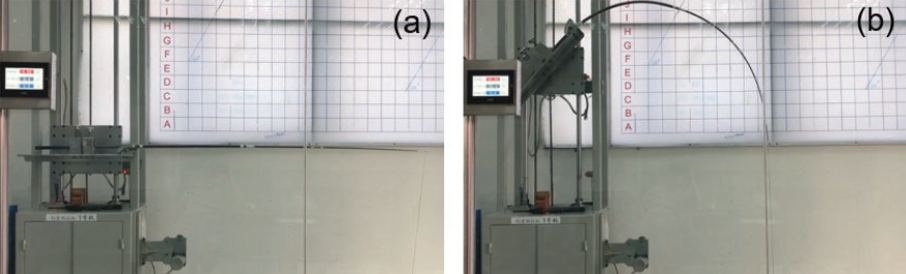
The test is carried out with a rod testing machine. The blank is first secured to the machine at 0° (a), the machine will then rise to a desired position and pivoted to 45° (b). A line from the blank will be attached to a digital force gauge that gives real time load readings. The force gauge reading is in increments of 0.1kg and it can also give peak readings which is the load measured at the precise moment that the blank ultimately fails.
The blank (fixed at 45°) will then be gradually lifted in the vertical plane till ultimate failure. A record is made at every 1kg load so that we can study the blank behaviour as it is being stressed. This test enables us to record the incremental load vs bend of the blank and the deformed geometry and stresses of the blank all the way to the point of ultimate failure. This data lets us identify specific parts of the rod that can be optimised to either reduce unnecessary weight, or require reinforcement to increase strength.
Static Destructive Test Result
Blank weight – xxxg
Test Angle – 45°
Load Increments – 0.5kg
Failure – 23kg➊ 25.6kg➋ 23.5kg➌
Failure (Ave) – 24kg
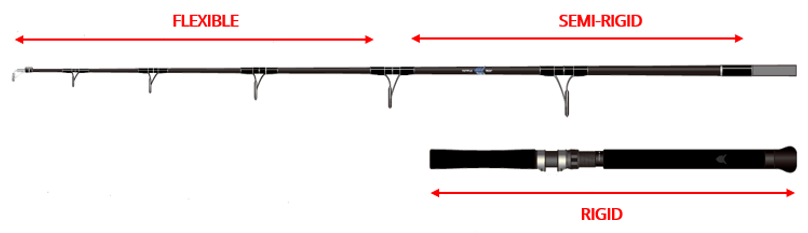
METHODOLOGY Based on initial findings from the static destructive test we identified 3 parts of the blank that are subjected to different loads and stress, so we divided the rod into 3 zones: Rigid Zone, Semi-Rigid Zone, and Flexible Zone.
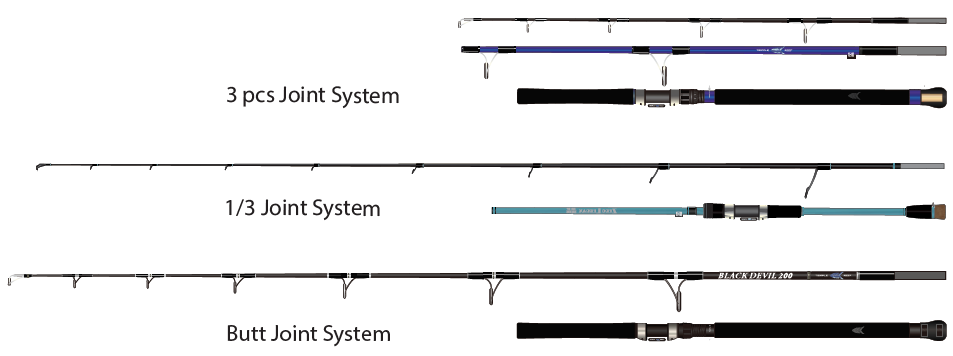
Separating the blank into 3 zones allows us to carry out comprehensive studies of each zone. For example, the rigid zone which is the easy part needs only to achieve the design load without considering flexural stiffness. The semi-rigid and flexible zones will require a vast amount of research with multiple parameters to consider. And the final design consideration is how to seamlessly combine all the 3 zones together into one integrated rod using either a spigot or overlapping joint so that the rod functions and feels like it is made from one single uninterrupted blank.
OPTIMISATION Quoting Dr Stephen Daynes – “Different numerical optimisation tools can be applied (such as size and shape optimisation) to achieve weight reduction, for example, minimising weight subject to a material strength constraint. The recent emergence of new numerical optimisation techniques combined with finite element methods and high-performance computing is enabling the realization of novel lightweight structural designs. The primary commercial optimisation software to be used in this project is Optistruct’s Hypermorph.. This software specialises in finite element modelling coupled with structural optimisation and features several optimisation tools suitable for a range of problems and manufacturing process. These optimisation tools offer an excellent opportunity to identify geometries that could be non-intuitive using traditional mechanical design techniques.”
MATERIALS
Technology is only as good as the material it is made from. In the next chapter we will touch on materials we use for this project. Stay tuned and subscribe!